如何降低石材加工过程中产生的噪音?
石材加工过程中不论使用什么设备及加工工艺都难免会有噪音的产生,特别是在不规范操作或过负荷操作时所产生的强烈刺耳的噪音会更加严重影响周围的环境。噪音所产生的危害是比较大的,尤其是表现在如下几个方面:
1、 长期在强烈的噪音环境中工作,可以使人产生噪声性耳聋。
2、 影响人们的正常工作、学习及日常生活。

那么石材加工过程中噪音是怎样产生的呢?它主要来自齿尖噪声,锯片的振动及物料摩擦声。
齿尖噪声:是当锯片高速运转时,锯片的锯齿与周围的空气相互作用,引起空气的压力脉动而产生的噪声。
齿尖噪声的声功率与锯片的直径、锯片的线速度的三次方成正比,当转速越低时,与其线速度三次方成正比,齿尖噪声的频率可由下式计算:
式中:fi—齿尖噪声频率,即锯齿每秒打空气质点的次数,(HZ)
z—锯片的齿数(个)
n—锯片的轴的转速(r/min)
i—谐波序号 i=1、2、3……
锯片旋转时,每个齿尖产生单极辐射流,并周期地通过工作台的锯缝向外排出,由于气流压力发生激烈变化,随之产生排气噪声,排气噪声的升功率也随着锯片线速度增大而急剧增加,它与气流速度的6次方成正比,在线速度较小时,与其5次方成正比,则排气噪声频率为:
式中:fi—排气噪声频率,(HZ)
z—锯片的齿数(个)
n—锯片轴的转速(r/min)
i—谐波序号 i=1、2、3……
在锯片高速旋转时,每当涡流分离的频率与锯片的固有频率相近时,就发生共振,便发出“尖叫声”,其频率为:f = z fr
式中:z—锯片的齿数(个)
fr—轴回转频率(HZ)
锯片属于薄壁件,其刚性一般较差,在外力的作用下很容易产生振动,由于振动便容易产生物料的摩擦,因此该类的噪音也就随之产生。
那么可以采取那些有效措施能降低噪音的产生呢?
从锯片基体的结构设计上达到减噪目的
1、 在不破坏锯片的平衡及所需刚性的条件下,可在锯片基体上均匀布置几个相同尺寸的小孔。在孔中高阻尼合金或非金属物,这样可以减弱锯片弹性振动的传播,消除高频噪音。
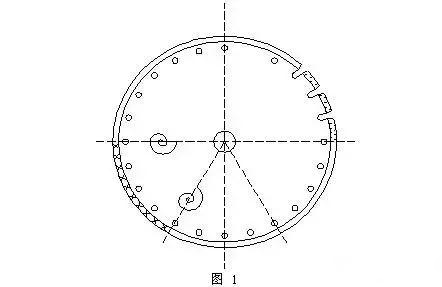
2、 同样在不破坏锯片刚性的情况下,在锯片基体上设有若干个等间距沿不同半径基圆分布的曲线(或直线)型不同几何形状的消声缝隙,消声原理是结块与被切割材料间由于摩擦和撞击所产生声波在基体上传播受到阻尼,使其余不参与被切割材料接触部位上的音频共振减少,从而达到了降低噪声强度的目的。
如图1:
3、 复合结构
复合阻尼结构在减振降噪工程结构上也开始应用,它是薄弹性材料将几层板粘结在一起的具有高阻尼特性,并保持金属板材料强度的约束阻尼层结构,阻尼层厚度为0.10mm。在常温和高温(80—100℃)下具有良好的阻尼特性,它对振动能量的消散,从一般普通弹性变形作功力消耗,提高为高弹性体变形的做功消耗,使变形滞后应力的程度增加,另外,这种约束阻尼结构拉压变形所消散的能量,消耗因子一般在0.3以上,最大峰值可在0.85,并且是有宽频带控制特性,在很大的频率范围内起到抑制峰值的作用,锯片基体常用的复合阻尼层结构为2层。
利用复合阻尼结构的锯片基体有如下特点:
(1) 锯片的校平及应力的调整难度很大;
(2) 生产效率较低,成本较高;
(3) 加工处理技术不当,基体会缺乏轴向刚性。
安装及使用方法降噪
1、 夹盘改造降噪
(1) 在不影响锯切高度前提下,应尽量加大锯片的夹盘直径,这样可以提高锯片刚性,减少弯曲振动,对降低振动噪声是及其有效的,实验研究证明,当夹盘直径加大到锯片直径的3/4倍时,减噪最佳。
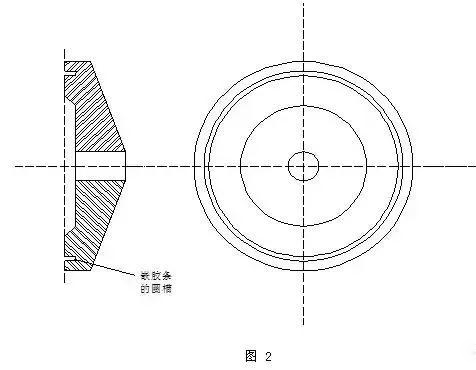
(2) 为了增加锯片的弹性,使其受力均匀,在夹盘上开一圈槽,嵌入橡胶条或软金属。
如图2:
2、 加装隔声罩
用隔声罩来降低锯片加工时的综合噪声是行之有效的,罩壳用钢板制成,大理石机械机架内涂阻尼材料、吸声材料,选择超细玻璃棉,衬一层玻璃布。并用穿孔板护面。罩壳、吸声材料、穿孔板相对固定以防止设备运转造成系统共振引起新的噪音。
措施与能达到的降噪效果:
(1) 基体采用复合结构可以降噪10分贝左右
(2) 减振法兰盘可以降噪 3分贝左右
(3) 基体采用消音孔或消音缝 5分贝左右
(4) 整体隔音罩 10分贝左右